
Vision Systems to meet the Needs of Space and Military

Today’s world of metrology is diverse and sophisticated. In many manufacturing processes, there is and probably always will be, a place for tactile gages. Among those physical instruments are: calipers, bore, ring, plug, thread, radius, height gages, micrometers, and coordinate measurement machines.
However, even if multiple methods are used to confirm a critical measurement, those technologies may not have the capability, speed, or accuracy required. Contact-based measurements have limitations, and in many applications tactile gages simply will not work. Following is an example of what would be hard to accurately measure with conventional instruments.
Application:
¼” diameter steel shaft with undercut diameter
Measure:
Small inside radius between 0.010″-0.000″
Vision System:
Keyence IM Series Vision System
Program Time:
15 min
Run time:
1-2 seconds measuring 10 characteristics
Documentation:
Photo report with Histogram and SPC data
Measurement:
0.00894″ Rad.

¼” dia. test shaft measuring the inside radius
A test shaft measuring the inside radius of less than 0.010″ measured with an IM Series Vision System, this unit has a 6 mega-pixel count. This example would almost be impossible to measure with a contact measurement system. It is a typical application where Vision System excels. Remember though, when selecting vision equipment, it is important that there is sufficient optical magnification, camera resolution (pixel resolution), and software to properly detect the actual feature that requires the measurement.
In addition to measuring, we need to process the measurement data and understand the capability of the measurements that have been made.

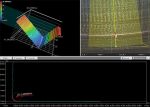
Process CpK from the IM vision system
It is equally important to select equipment that is capable of measuring and data logging to produce full SPC (Statistical Process Control) Batch Histogram with data averages, CpK, standard deviations, trending, and other results.
Confirming measurement
On a different part but similar measurement, we confirmed measurement between the IM and another instrument scanner LM model. Here were even smaller radius measurement results.
It is an almost identical application but the Inside radius was smaller.
Application:
¼” Diameter Steel Shaft with undercut diameter
Measure:
Small Inside Radius Between 0.002″-0.000″
Vision System:
Keyence LM Series
Vision System Program & setup:
35 min
Run time:
15 Seconds measuring 1 Characteristic
Documentation:
Photo Report with Histogram and SPC data
Measurement:
0.001696″ Radius
Measuring up to expectations
As all industries optimize designs and increase performance, measurement accuracy and manufacturing precision become even more important. Proper inspection gage selection can make a critical difference when creating parts and processes. Protomatic has the vision systems required to measure a variety of of features. It’s another way we continue to meet your expectation of components made with Life-Saving Precision.
About the author: Doug Wetzel is Vice President and General Manager of Protomatic. Protomatic is a CNC precision machining shop specializing in prototype and short-run production components for the medical, aerospace and other technical industries. Because of the critical nature of the parts they design and manufacture, the emphasis is always on Life-Saving Precision.